



Вимоги впровадження більш суворих стандартів щодо викидів транспортних засобів і споживання палива призвели до того, що вся автомобільна промисловість намагається виконати ці вдосконалення.Щоб зменшити споживання палива та викиди вихлопних газів, традиційним методом було зменшення ваги автомобіля.Тому блок циліндрів із алюмінієвого сплаву замість чавуну став тенденцією розвитку.Крім того, ефективність згоряння двигуна може бути значно покращена шляхом зменшення тертя всередині двигуна.Тому нова технологія автомобільного двигуна «без гільзи циліндра» привернула увагу багатьох автовиробників.
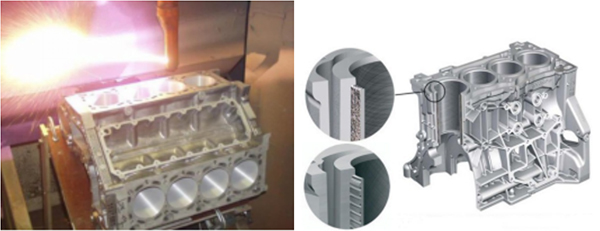
Технологія без гільз циліндрів автомобільних двигунів була досягнута завдяки впровадженню технології термічного напилення.Нанесення термічного напилення здійснюється в процесі виробництва блоку двигуна.Спрей наноситься на поверхню попередньо оброблених алюмінієвих отворів циліндрів двигуна.Спрей додає зносостійкий шар покриття з низьковуглецевого сплаву замість традиційної чавунної гільзи циліндра.Обробка блоків циліндрів без гільз включає наступні загальні компоненти систем і застосування:
● кастинг
● груба обробка блоку циліндрів
● текстурування-чорнова обробка отвору циліндра
● попередній нагрів поверхні
● термічне напилення
● чистова обробка
● чистове хонінгування
Основні процеси безциліндричної безгільзової технології виконуються на коаксіальних поверхнях (два циліндри, циліндричні поверхні яких складаються з ліній, що проходять через концентричні кола в даній площині і перпендикулярні цій площині) шляхом шорсткої обробки поверхні циліндра.Це реалізується:
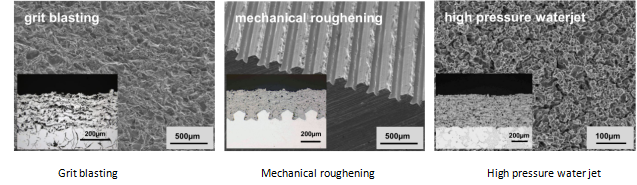
Мета шорсткості поверхні полягає в тому, щоб збільшити площу поверхні для формування структури поверхні, яка дозволяє механічно з’єднати покриття з поверхнею підкладки, збільшити механічну силу прикусу покриття до підкладки та подальшу активацію та покращення поверхні Міцність зв'язування матеріалу.Шорсткість поверхні виконується різними способами, такими як пескоструминна обробка, механічна шорсткість і водоструминна обробка під високим тиском.Піскоструминна обробка є найпоширенішим методом шорсткості, який застосовується до всіх металевих поверхонь.
Після піскоструминної обробки металеві поверхні можна очистити, надати шорсткості та стати високоактивними.Цю шорстку поверхню потім очищають безмасляним сухим повітрям під високим тиском перед початком процесу розпилення.
Чорнову обробку (активацію поверхні) також можна виконати за допомогою машини.І є процеси, за допомогою яких поверхні алюмінію надається певний контур.Це робиться за допомогою одноосьового обробного центру та використання вставлених різальних інструментів.Це одноразова обробка для завершення характеристик у економічно ефективний підхід.У випадку старішого чавунного циліндра з високим вмістом абразиву часто виникав надмірний знос інструменту, що робило це економічно неприйнятним.
Шорсткість струменем води під високим тиском застосовна лише до алюмінієвого циліндра і не застосовна до чавунного циліндра.У водоструминному процесі не використовуються дорогі абразиви.Однак пряме використання струменя рідини на поверхні основи здійснюється лише тоді, коли поверхня суха.І навіть тоді значення шорсткості поверхні є відносно низьким порівняно з іншими процесами.
Шорсткість поверхні як ключовий процес у нециліндровій технології безпосередньо впливає на міцність зв’язку та властивості покриття.Тому дуже важливо звернути увагу на процес шорсткості поверхні при використанні технології блоку циліндрів без циліндрів.Вибір відповідного методу чорнової обробки має вирішальне значення для досягнення найкращої активації поверхні та ефективності виробництва.
Час публікації: 26 травня 2021 р



